Особенности применения шлифовального инструмента в деревообработке. Часть 3. Паркетная доска.
Наиболее распространенным видам производственных процессов в деревообработке являются:
- производство ДСП, МДФ, фанеры;
- производство мебельного щита и деталей мебели;
- производство паркетной доски.
В данной статье рассмотрим процесс производства и обработки паркетной доски.
Технология изготовления паркетной доски
Рисунок 1. Схема изготовления паркетной доски
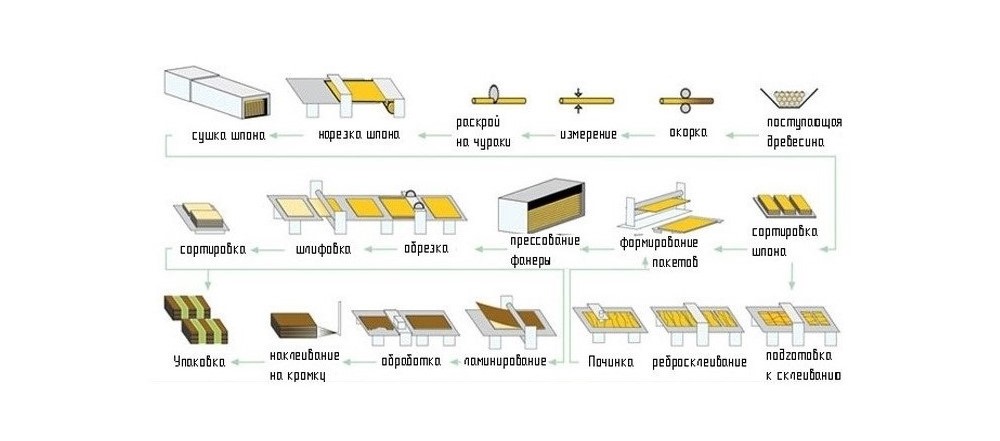
1. Создание лицевого слоя паркетной доски:
- обрезную доску из ценных пород дерева на пильном станке распиливают на доски заданных размеров (ламели);
- доски обрабатывают на фрезерном станке до получения нужных геометрических пропорций и необходимой чистоты поверхности;
- ламели промазывают клеем и склеивают из них верхний лицевой слой паркетной доски;
- в зависимости от желаемого вида поверхности лицевого слоя проводят браширование, строгание, отбеливание, термообработку и создание фаски.
2. Создание подложки паркетной доски:
- обрезную доску, обычно из хвойных пород, на пильном станке распиливают на заготовки заданных размеров для формирования 2-ого слоя;
- третий слой представляет собой цельное полотно из шпона хвойных пород деревьев и выполняет стабилизирующую функцию для всей конструкции;
- далее заготовки обрабатывают на фрезерном станке до получения нужных геометрических пропорций и необходимой чистоты поверхности.
3. Склейка слоев паркетной доски:
- к лицевому слою паркетной доски поперечно приклеивают заготовки второго слоя;
- во втором слое на фрезерном станке формируется замковое соединение шип и паз, либо поворотно-угловой замок;
- полотно третьего слоя приклеивается ко второму так, чтобы древесные волокна этих слоёв были взаимно перпендикулярны.
Принцип сегментной (ламельной) конструкции позволяет добиться высокой стабильности паркетной доски. Перпендикулярное расположение слоев придает паркетной доске значительную прочность, стойкость к перепадам температуры и изменениям уровня влажности.
Рисунок 2. Конструкция паркетной доски ссылка на схему

Ключевое отличие от мебельного щита заключается в применении твердых пород древесины, таких как дуб, бук, орех, ясень, что и определяет серию используемых лент.
Таблица 1. Параметры шлифования и применяемые продукты на операции калибрования
| Зернистость | Серия шлифовальной шкурки | Примечание |
| P80 | KX10YW | Полиэстеровая водостойкая основа, для работы с большими нагрузками (съемами), возможность мойки |
| P80 | KK10XW | Тканевая основа, для работы с большими нагрузками |
| P80 | KP10E | Бумажная основа, стандартный вариант |
| P80 | KP10F | Бумажная усиленная антистатическая основа |
Таблица 2. Применяемые продукты на операции промежуточного шлифование
| Зернистость | Серия шлифовальной шкурки | Примечание |
| P120 | KX10YW | Полиэстеровая водостойкая основа, для работы с большими нагрузками (съемами), возможность мойки |
| P120 | KK10XW | Тканевая основа, для работы с большими нагрузками |
| P120 | KP10E | Бумажная основа, стандартный вариант |
| P120 | СP10E | Бумажная основа, более высокое качество поверхности при меньшем съеме материала |
Таблица 3. Применяемые продукты на операции чистового шлифования
| Зернистость | Серия шлифовальной шкурки | Примечание |
| P150 | СP10E | Бумажная основа, возможно применение как аналога KP11E P180 |
| P180 | KP10E | Бумажная основа, стандартный вариант |
| P180 | СP10E | Бумажная основа, более высокое качество поверхности при меньшем съеме материала |
| P220 | СP10E | Бумажная основа, максимально высокое качество поверхности |
Шлифовка грунта и лака для данных изделий будет аналогична как и для мебельного щита.
Таблица 4. Применяемые продукты на операции шлифовки грунта, межлаковой шлифовки
| Зернистость | Серия шлифовальной шкурки | Примечание |
| Р320 | СP10E | Бумажная основа, более высокое качество поверхности, чем у KP10E P320 |
| Р320 | CP13F | Аналог серии СP10E с антизасаливающим** покрытием |
| Р320 | KP10E | Бумажная основа, стандартный вариант |
| Р320 | KP13E | Аналог серии KP10E с антизасаливающим** покрытием |
| Р400 | CP10E | Бумажная основа, более высокое качество поверхности, чем у KP10E P400 |
| Р400 | CP13F | Аналог серии СP10E с антизасаливающим** покрытием |
| Р400 | KP10E | Бумажная основа, стандартный вариант |
| Р400 | KP13E | Аналог серии KP10E с антизасаливающим** покрытием |
** - антизасаливающее покрытие — аналог стеаратового покрытия, но на базе анионоактивного ПАВ.
Универсального применения гибкого шлифовального инструмента не существует. Правильность подбора напрямую влияет на результат обработки изделия. Необходимо учитывать следующие параметры:
- Обрабатываемый материал и степень его обработки.
- Выполняемые операции в зависимости от разновидности применяемого инструмента.
В нашем каталоге Вы можете самостоятельно выбрать и заказать необходимый инструмент.
А также можете связаться со специалистом отдела продаж и он предоставит консультацию по интересующим вопросам позвонив по телефону +7(4722) 777-001 или отправив запрос на sale@belabraziv.ru.
Рекомендованные статьи:
Особенности применения шлифовального инструмента в деревообработке. Часть 1. МДФ, ДСП, фанера.