Особенности применения шлифовального инструмента в деревообработке. Часть 1. МДФ, ДСП, фанера.
Наиболее распространенным видам производственных процессов в деревообработке являются:
- производство ДСП, МДФ, фанеры;
- производство мебельного щита и деталей мебели;
- производство паркетной доски.
В данной статье подробно рассмотрим особенности обработки МДФ, ДСП и фанеры.
Характеристики материалов
МДФ — это англоязычная аббревиатура, которая пришла из английского языка. Дословно звучит как MEDIUM DENSITY FIBERBOARD - древесноволокнистая плита средней плотности. Это листовой материал, изготавливаемый из древесного волокна. МДФ состоит из мелко измельченных волокон хвойных пород, которые прессуются. В результате получается продукт с одинаковой структурой в вертикальном и горизонтальном направлениях.
ДСП — древесностружечная плита. Представляет собой плоский прессованный лист с поверхностью, выполненной из мелкой стружки. Плита формируется из более крупной стружки внутри листа и мелкой стружки на внешних слоях. Древесностружечная плита во многих случаях имеет наружное пленочное покрытие - ламинирование.
Фанера — изготавливается в основном из шпона. Термин «фанера» относится к деревянным листам, которые состоят из склеенных между собой нескольких слоев шпона. Волокна на противоположных сторонах расположены в одном направлении, поэтому фанера обычно состоит из нечетного количества слоев.
Таблица 1. Применение МДФ, ДСП, фанеры
| Материал | Описание | Применение | Тип шлифматериала |
| МДФ | Древесноволокнистая плита средней плотности из измельченных прессованных хвойных пород | Настил полов, стеновые панели, межкомнатные двери, корпусная мебель | карбид кремния |
| ДСП | Плита из крупной древесной стружки внутри и мелкой снаружи на внешних слоях | Основание для изготовления панелей различного строительного и мебельного направлений | карбид кремния |
| Фанера | Деревянные листы, изготовленные из нескольких слоев шпона склеенных между собой (каждый слой повернут на 90° относительно предыдущего) | Для изготовления мебели, различных шаблонов и интерьеров | электрокорунд |
В Таблице 2 представлены фото в разрезе МДФ, ДСП и фанеры.
Таблица 2. МДФ, ДСП и фанера в разрезе
| Плита МДФ |

|
| Плита ДСП |

|
| Фанера |
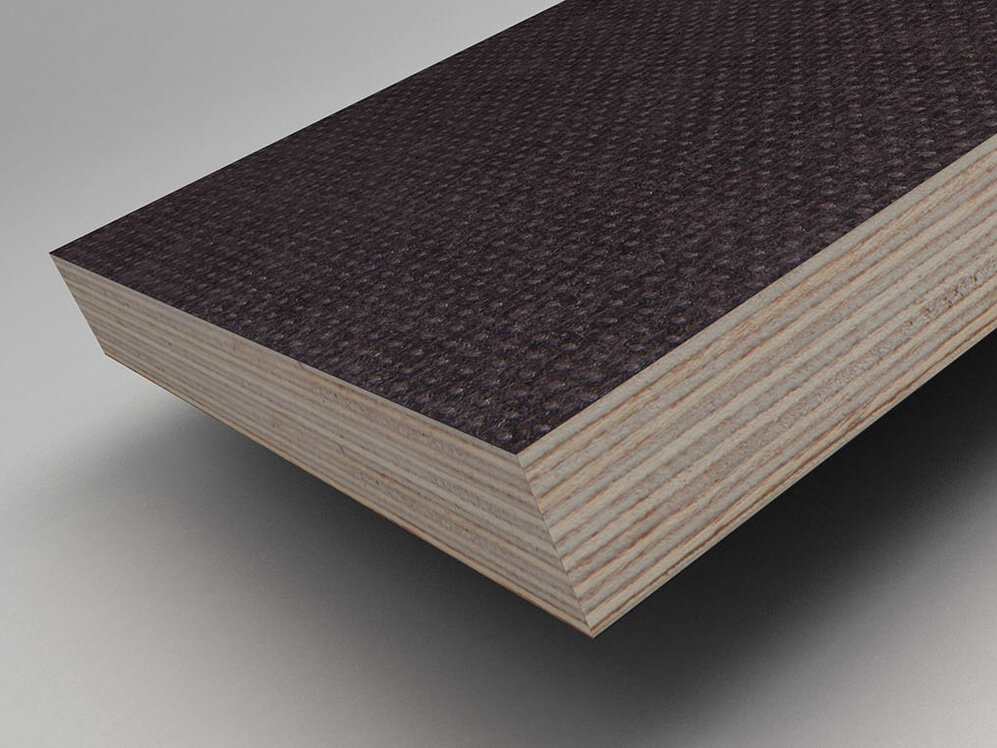
|
Плиты для ламинирования имеют более высокие требования к качеству обрабатываемой поверхности.
Технология шлифовки плит МДФ и ДСП одинакова. Оптимальным шлифовальным материалом является карбид кремния.
Обработка бесконечными лентами
Процесс разделяется на следующие этапы:
а) Калибрование изделия происходит с помощью контактного вала. Цель - добиться необходимой толщины листа и устранить разнотолщинность плиты. Операция характеризуется максимальным съемом материала.
Рекомендуемые инструменты для калибрования МДФ и ДСП
| Зернистость | Исполнение ленты и используемая серия шлифовальной шкурки |
| Р30, Р36, Р40, Р50 |
ЛБ2 CX10YW ЛБ1 CX10RW |
б) Промежуточное шлифование — шлифование на контактном металлическом или обрезиненном валу с умеренным съемом материала для уменьшения шероховатости после калибрования.
В зависимости от конструкции станка, возможно применение с контактным утюжком «HARD» с твердым, гранулированным графитовым покрытием для максимальной износостойкости.
Рекомендуемые инструменты для промежуточного шлифования МДФ и ДСП
| Зернистость | Исполнение ленты и используемая серия шлифовальной шкурки |
| Р50, Р60, P80 |
ЛБ2 CX10YW ЛБ1 CX10RW |
в) Финишное шлифование осуществляется с помощью контактного утюжка с применением графитовой подложки с низкой твердостью - «SOFT». Шлифование характеризуется незначительными съемами для устранения внешних видимых дефектов — следов работы лент на предыдущих операциях.
Рекомендуемые инструменты для финального шлифования МДФ и ДСП
| Зернистость | Исполнение ленты и используемая серия шлифовальной шкурки |
| Р100, Р120, Р150 |
ЛБ2 CX10YW ЛБ1 CX10RW |
Выбирая комплект лент для шлифования важно учесть следующее:
- качество плиты, подаваемой на шлифовку;
- распределения нагрузки по шлифовальным агрегатам.
Часто встречающийся комплект лент:
Р40 — Р60 (Р80*) — Р100 (Р120*).
* - при последующем ламинировании плиты.
При подборе зернистостей в ряду Р30-Р36-Р40-Р50-Р60-Р80-Р100-Р120-Р150 не рекомендуется переход более чем на 1 градацию в последовательности шлифования, и не допустим переход более чем через 2 градации.
При шлифовке фанеры используют такое же оборудование и правила подбора шлифовальных лент как и при обработке МДФ и ДСП, но при этом рекомендуется:
а) Для фанеры из березы серия KX10RW.
б) Для фанеры из хвойных пород серия KX11RW.
Обработка самозакрепляющимися изделиями
Производство дверных полотен
Для изготовления межкомнатных дверей используют дверное полотно. В процессе эксплуатации на дверные конструкции ложится немалая нагрузка, поэтому для их изготовления используют износостойкие природные и искусственные материалы:
- древесину;
- МДФ;
- ДСП.
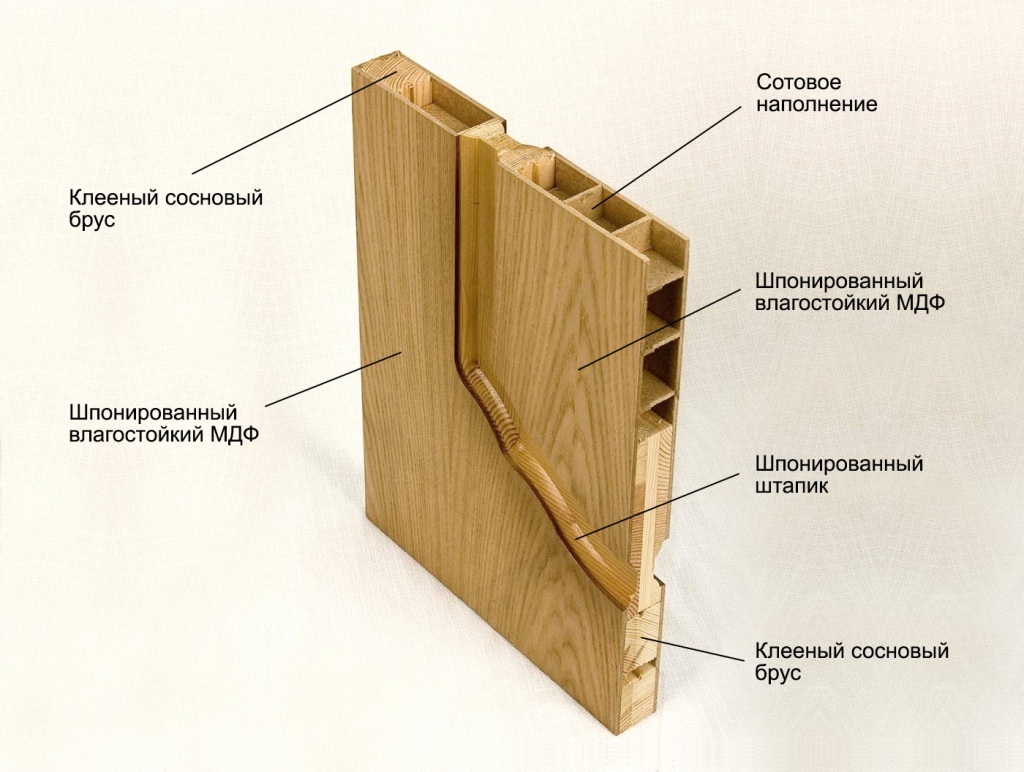
Самыми популярными являются шпонированные двери на основе МДФ-панелей. Основу таких дверей составляет каркас из клееного массива хвойных пород древесины. Далее облицовывают МДФ-панелями и шпонируют натуральным или искусственным шпоном. Для защиты от влаги, царапин и истирания декоративную облицовку покрывают влагостойким нетоксичным лаком. Если в качестве каркаса применяется не сплошной щит, а пустотелая рама, то пустоты заполняют сотовым картоном или пенополистирольными плитами.
Рисунок 1. Строение дверного полотна
В зависимости от применяемых шлифовальных машинок используют диски диаметром 125 и 150 мм с различным количеством и расположением отверстий, а также дельты. По способу крепления изделия будут самосцепляющимися.
Основные операции и применяемые серии шлифовальной шкурки
а) Предварительное шлифование МДФ перед нанесением грунтующего слоя для улучшения адгезии.
Рекомендуемые инструменты для предварительного шлифования МДФ
| Зернистость | Серия ш/шкурки | Примечание |
| P80, Р100, Р120 | KP10E | Бумажная основа, стандартный вариант |
| P80, Р100, Р120 | KM10 | Пленочная основа с увеличенной износостойкостью для контурных поверхностей |
| P80, Р100, Р120 | KP14D | Бумажная основа со стеаратом для уменьшения забиваемости, меньшая агрессивность, чем у серии KP10E, но большая стойкость |
б) Шлифование после грунтования.
Рекомендуемые инструменты для шлифования после грунтования
| Зернистость | Серия ш/шкурки | Примечание |
| Р150, Р180 | KM10 | Пленочная основа с увеличенной износостойкостью для контурных поверхностей |
| Р150, Р180, Р220, Р240 | KP14D | Бумажная основа со стеаратом для уменьшения забиваемости, меньшая агрессивность, чем у серии KP10E, но большая стойкость |
в) Шлифование после окраски.
Рекомендуемые инструменты для шлифования после окраски
| Зернистость | Серия ш/шкурки | Примечание |
| Р320, Р400 | KM10 | Пленочная основа с увеличенной износостойкостью для контурных поверхностей |
| Р320, Р400 | KP14D | Бумажная основа со стеаратом для уменьшения забиваемости, меньшая агрессивность, чем у серии KP10E, но большая стойкость |
Универсального применения гибкого шлифовального инструмента не существует. Правильность подбора напрямую влияет на результат обработки изделия.
Необходимо учитывать следующие параметры:
- Обрабатываемый материал и степень его обработки.
- Выполняемые операции в зависимости от разновидности применяемого инструмента.
В нашем каталоге Вы можете самостоятельно выбрать и заказать необходимый инструмент.
А также можете связаться со специалистом отдела продаж и он предоставит консультацию по интересующим вопросам позвонив по телефону +7(4722) 777-001 или отправив запрос на sale@belabraziv.ru.
Рекомендованные статьи:
Особенности применения шлифовального инструмента в деревообработке. Часть 3. Паркетная доска.